
There are very few castings that come straight out of the mould ready to use. In most cases, some level of finishing is always required before a component can be considered complete.
Sometimes that’s surface finishing – powder coating, painting or anodising. More often though, it’s about removing excess material left behind as part of the casting process.
On a gravity diecast component, that excess typically shows up as sprues, runners and flash. They’re a normal part of the process but understanding what they do (and why they’re there) gives useful insight into how a casting is formed and what influences its quality.
Sprues
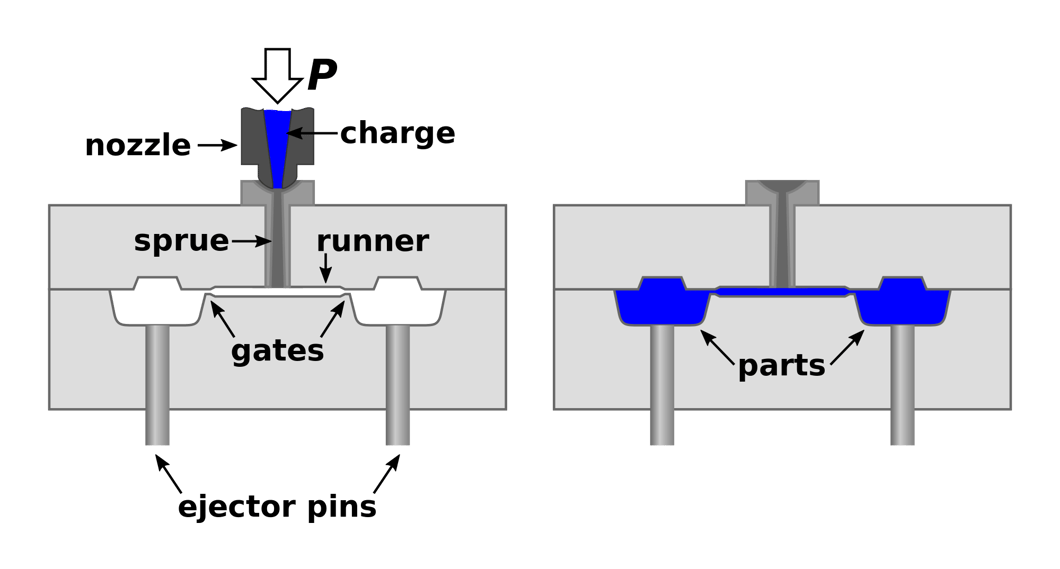
Sprues sit at the very start of the journey. They’re part of the gating system, acting as the channel through which molten metal enters the mould.
You’ll usually find that a sprue starts wider at the top (at the pouring cup) and gradually tapers as it leads down towards the runners. That shape isn’t accidental. It’s there to keep the flow of metal controlled and consistent as it enters the tool.
In practice, this is where a lot of casting quality is set. If the flow isn’t right at this stage, it can lead to issues further into the process. A well-designed sprue helps to manage both the speed and pressure of the metal, reducing the risk of defects such as trapped gas, incomplete filling or mould erosion.
Runners
Once the metal has passed through the sprue, it moves into the runners.
These are horizontal channels that guide the molten metal into the mould cavity or, in some cases, multiple cavities at once. Their job is to distribute the metal as evenly as possible.
That distribution matters. If the flow is uneven or if the metal starts to cool too quickly, you can run into problems before the mould is fully filled. Well-designed runners help to maintain a smooth, uninterrupted flow and keep temperature loss to a minimum, so the metal reaches every part of the cavity in the right condition.
Flash
Flash is one of the more visible by-products of the casting process. It forms when molten metal finds its way into fine gaps between mould halves and solidifies as thin layers along the edges of the casting.
It’s something that needs to be removed but it’s not entirely a bad thing.
In many cases, the presence of flash shows that the mould has been fully filled, which is essential for producing a complete casting. The key is control. Too much flash can increase trimming time and cost – and may indicate that pressure is being lost during the fill, allowing metal to escape along the joint line.
As with most aspects of casting, it’s a balance.
EJECTOR PINS
Once the casting has solidified, it needs to be removed from the mould – and that’s where ejector pins come in.
These pins push the casting (along with its runner system) out of the tool, allowing the process to repeat. Without them, many castings would be difficult to remove efficiently, particularly in automated production.
You’ll often see small marks where ejector pins have made contact. These are usually minor and can be addressed with light finishing if needed. From a design perspective, the aim is always to keep them as unobtrusive as possible. At MRT, their placement is carefully considered during tool design so they don’t interfere with critical surfaces.
RISERS
Risers are used mainly in gravity and sand casting to manage shrinkage as the metal cools.
As a casting solidifies, it naturally contracts. A riser acts as a reservoir of molten metal, feeding additional material into the component as this shrinkage occurs. Because the riser solidifies after the main casting, it helps to prevent internal voids and supports the overall integrity of the part.
Risers are not typically required in high-pressure die casting but in other processes they play an important role in ensuring a sound casting.
Sprues, runners, flash, ejector pins and risers are all part of the casting process, and each has a specific role to play.
They’re not just excess material or secondary features. In reality, they’re closely linked to how well a casting performs, how efficiently it can be produced, and how consistent the results are from one part to the next.
If you’re looking at how casting design might influence your component, it’s worth having that conversation early. Our team is always happy to work through the details and help you to get the most out of the process.