
If you’re designing a non-ferrous casting, there’s plenty to consider – and the first steps are amongst the most critical.
Although choosing a casting material is important, it’s actually not the first decision you should make.
Picking the right process is what truly sets your project off on the front foot, ensuring that you have the scope to deliver all the capabilities you imagined in your initial design.
Plan well and you won’t just skim by, avoiding costly mistakes – you’ll maximise the opportunity to create the most successful product you can, to the exact specification you planned.
How do you choose the most appropriate casting method?
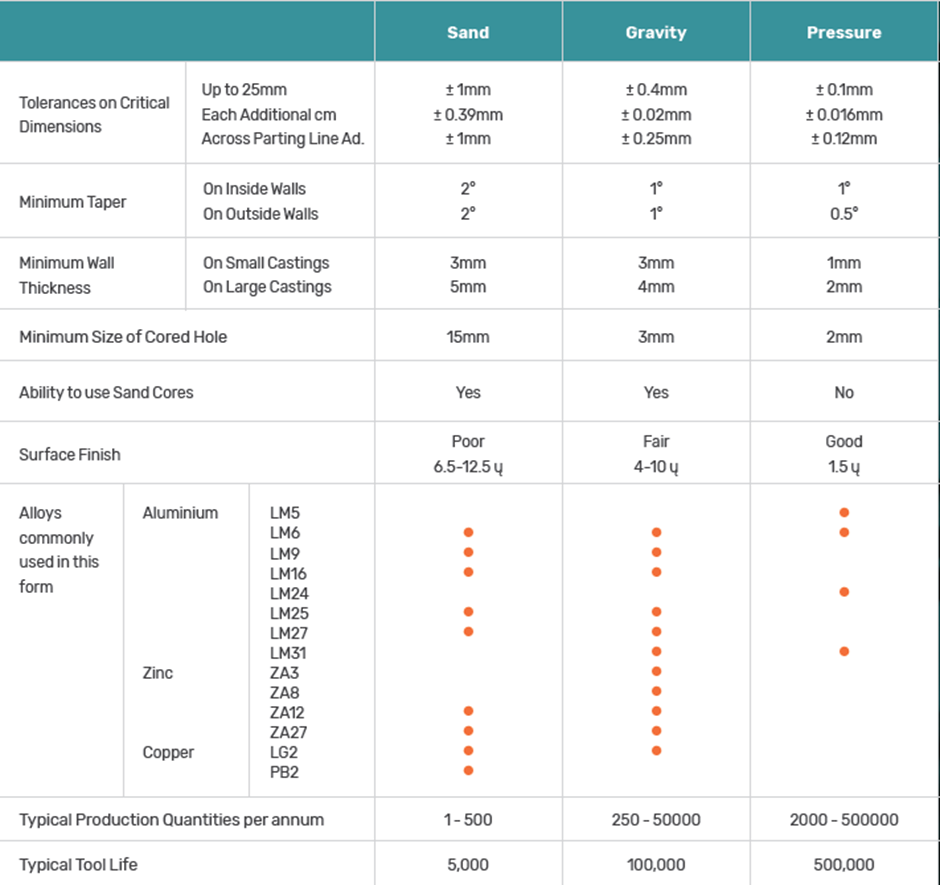
Your ideal casting process will often be the sum of two elements – your anticipated production volumes, and your preferred surface finish.
Once you’ve nailed down a casting method that will produce these, you can then establish which alloy is appropriate for the process, considering the mechanical and physical requirements of the product’s final application.
In order to make the most economic choice, it’s often necessary to obtain quotes for more than one process. However, to get you started, the below table will help.
What are the advantages and limitations of the different casting processes?
The advantages and limitations of casting processes are relative to the final application of your product – hence the range of choices available to you.
The below summaries will give you an idea of what the most common casting processes can offer.
Sand Casting
This is the simplest medium for production of non-ferrous castings, by pouring molten metal into a sand mould.
If you’re looking to produce a small number of castings, a complex shape casting requiring intricate cores, or large castings, this could be your ideal method; particularly when paired with its low tooling costs, possibility of low gas porosity and versatility.
However, limitations include low casting rate, 3-5mm minimum wall thickness, poor linear tolerance (e.g. 4mm/m), rough surface finish (6.5-12.5mm), and a coarser grain size than gravity die castings.
Gravity Die Casting
Gravity die castings are produced by pouring molten metal into permanent cast-iron moulds. The process has a higher casting rate than sand casting, but the metal moulds are higher cost than sand patterns.
Low gas porosity is possible, and fine grain sizes can be obtained. In addition, less finishing and polishing is required than an equivalent sand casting, offering another advantage.
Although gravity die casting tends to produce the highest quality castings, the achievable accuracy is limited, with the minimum possible wall thickness being c. 3-5mm.
Low Pressure Die Casting
Low pressure casting is a development of the permanent mould process, in which the metal is introduced to the chill mould from below.
Gas pressure holds the metal in the die until it solidifies. As with high pressure die casting, the process requires complex machinery. It is repetitive and may be automated.
Although production rates are fair, they aren’t as good as you may achieve with high pressure. However, it does have the advantage of very high yields (over 90%), as runners and risers are excluded, reducing fettling and trimming costs. In addition, pore-free castings are obtainable, too.
The size of the casting you can make, however, is limited by the size of the machine. Although surface finishing and wall thicknesses are both more flexible with low pressure than with gravity casting, it’s poorer than can be achieved with high pressure casting.
High Pressure Die Casting
High pressure die casting is a repetitive process where identical parts are cast at high production rates by injecting molten metal under pressure into a metal die. Again, this process requires complex machinery.
High pressure die casting is ideally suited to high production rates, and wall thicknesses can be as little as 1-2.5mm. It also provides the best surface finish, as a very fine grain surface can be obtained.
As with low pressure die casting, machine size will limit casting size. Thick sections are also more difficult to cast, while core configurations must be complex to enable disassembly.
In addition, castings may suffer from porosity, although an evacuated chamber and other techniques may reduce this. Castings also can’t be fully heat treated.
The start-up costs for this type of casting are high – but this isn’t always a disadvantage, as a long casting run will enable both a low unit cost and high-volume production.
Investment Casting
This casting method involves producing a “wax pattern” by injecting wax or plastic into a pattern die.
The pattern is attached to gating and runner systems. This assembly is then dipped in a hard setting refractory slurry that is then cured.
The pattern is melted out of the mould to leave an exact cavity. The mould is then heated to cure the refractory and to volatilize the remaining pattern material.
The moulds are then baked, and molten metal is poured into the cavity; on solidification of the casting, the mould material is broken away.
Investment casting allows for very smooth surfaces, but its main advantage is the possibilities for intricacy and precision. This can avoid the process of needing to combine several parts to achieve a very precise result.
Disadvantages of this process include size limitation, as its often best suited to smaller castings. In addition, set-up can be very labour-intensive, leading to a prohibitive initial cost.
Still not sure which casting process to choose?
Here at MRT Castings, we can help you to find the best casting process to suit your specific requirements – just get in touch today.
